Research Areas
·
Machinery and Structure Malfunction Detection and Diagnosis
·
Smart Machines and Structures
·
Sensor and Signal Processing
Applications
·
Vibration Analysis and Control
·
Intelligent Systems and
Manufacturing Automation
·
Machine Learning and
Computational Intelligence
· Integrated Manufacturing Planning and e-Manufacturing
· Manufacturing Engineering and Systems
· Machining Process Monitoring and Control
Current and Recent Research
Research Activities
The objectives of my research group are to develop building blocks and
architecture for smart machines, smart factories, and e-manufacturing. The main
thrusts include the development of the following:
· A Machine and Structure Health Management System for detecting, classifying and locating faults, predicting their growth, and recommending actions. A wide range of signal processing tools such as various wavelet transform techniques, de-noising and filtering methods, blind source separation methodologies, ICA, EMD, adaptive/statistical signal processing, and hidden Markov model have been or are being applied in the development of the system. Simplicity, non-intrusiveness, and diagnostic/predictive accuracy are the main goals in the design of the system. Particular effort is being made for renewable energy facility condition monitoring, e.g., wind turbines. Hardware implementation of the developed system modules is an imperative aspect of our work (Please see some of the system modules: 1) A prototype for Oil-Debris Signal Enhancement, patent pending, 2) A prototype for on-line rotating machinery fault detection, patent pending).
· An Intelligent
Machining Control System for adaptive control of different machining
processes in response to dynamic changes of tool/machine conditions, cutting
geometry and workpiece material properties. Both conventional and fuzzy control
approaches have been adopted. The focus is on versatility and planning-goal
guidance.
· An Integrated
Planning System which is able to: a) synchronize various manufacturing activities
for maximizing profitability; and b) reconfigure manufacturing systems for
rapid and sustainable responsiveness to changes. A network of models/agents is
being developed for a distributed and collaborative planning environment.
Neural, fuzzy and evolutionary computing tools are used to design algorithms
for on-line decision making. Efforts are also being made to develop Web-based
interactive planning tools for multi-site enterprises.
















|
Current Projects
Some of the projects we are currently working on are:
· Wind turbine condition monitoring
· Helicopter gearbox early failure signature detection
·
Gearbox fault diagnosis
· Real time engine oil debris monitoring and analysis
· Condition-based machinery health management using streamlined sensing systems
· Integrated machine and process fault detection and diagnosis
· Chatter detection and suppression in machining processes
· Detection of tool wear and breakage using acoustic methods
· Intelligent control of CNC machining processes
· Integrated manufacturing/production planning and control
Demonstrations
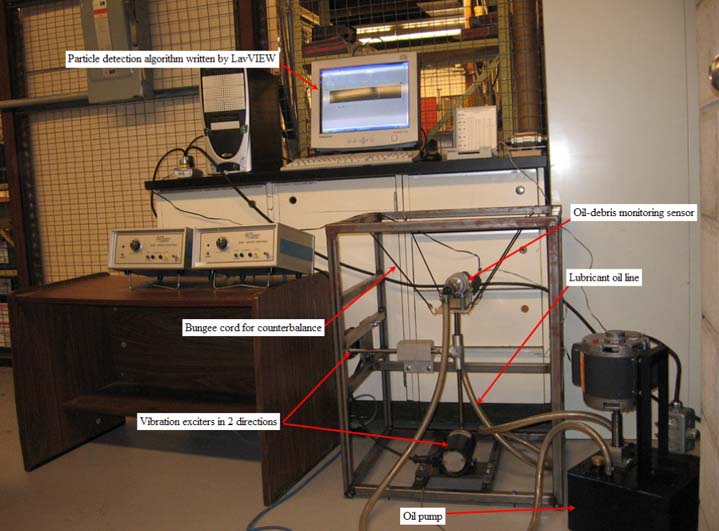
· Demo1: In-line oil debris detection
|
||
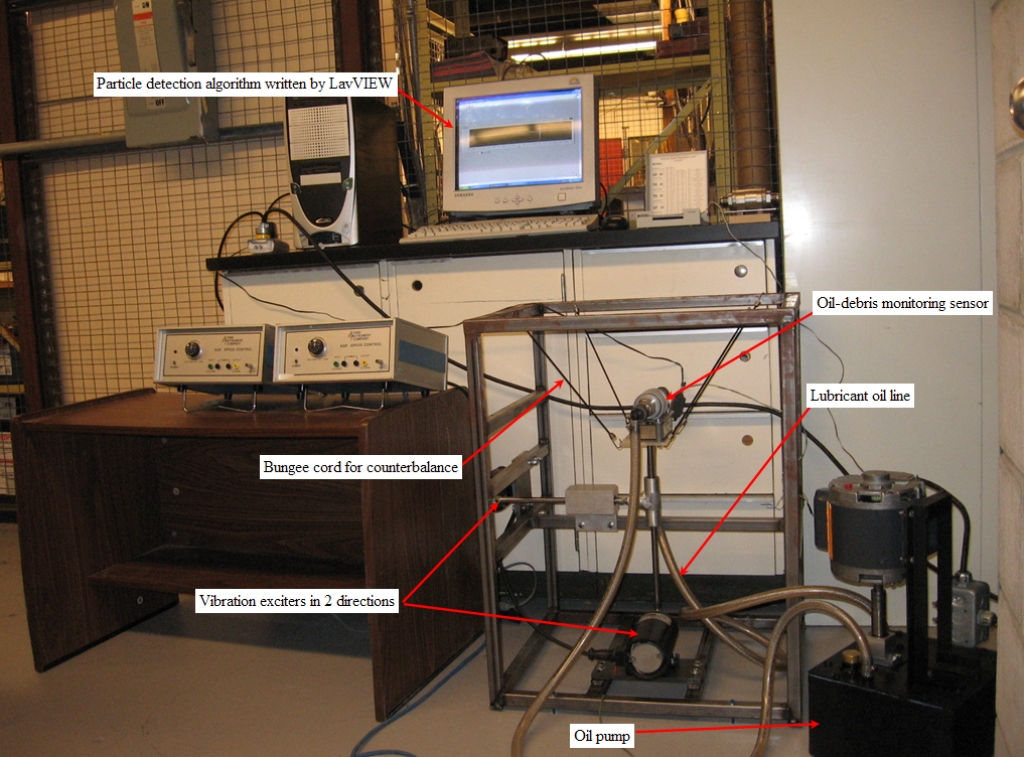
This demonstration shows the metal particle detection using on-line oil-debris monitoring (ODM) sensor under 2-directional vibrations. The lubricant oil passes the sensing region of the sensor through the tube. To simulate the severe vibration near the engine in practice, the shakers were used to apply external vibrations in the horizontal and the vertical directions. The particle detection algorithm was written using the NI LabVIEW.
· CNC on-line machining control
Introduction
CNC milling machines with open-loop control are designed to rigidly execute NC
codes regardless of the on-line cutting geometry variation, tool conditions, and
the dynamics of the cutting process, thus leading to under-utilization of
machine capacity, unsafe machining processes, and excessive human intervention.
This situation can be improved by performing either off-line planning or on-line
control.
The main idea of off-line planning is to apply different feed
rates for different depth of cut, width of cut, or volume of material to be
removed. This is mostly done off-line before the actual machining process,
ignoring the on-line cutting and tool conditions. In addition, this method
adjusts only feed rate, overlooking the mismatch of feed rate and spindle speed,
and thus causing low productivity, chatters, and pre-mature tool failure.
On the other hand, the on-line control approach adjusts
machining parameters in response to the tool conditions, thus providing near
optimal material removal rate. Current CNC on-line machining control methods use
traditional control algorithms and dynamometers, and thus are sensitive to
machine, cutter, and workpiece material changes. In addition, they all require
lengthy modeling processes, which do not suit today’s machining environment,
i.e. small batch sizes, frequent tool, workpiece and machine changes. Another
disadvantage is that dynamometer are very expensive, in the range of $30,000~$60,000.
The workpieces are usually mounted on the top of a dynamometer. A dynamometer
could be ruined due to the direct exposure to chips, cutting fluid, and possible
overload. In addition, the use of dynamometers involves tedious setups and may
cause instability.
To avoid those problems, a novel on-line machining control
system has been developed at the University of Ottawa which has the following
features.
a)
Capable of adjusting multiple machining
parameters.
b)
Insensitive to machine-tool-workpiece
changes.
c)
Non-intrusive, i.e., it does not interrupt
normal cutting processes and it does not restrict workpiece sizes.
d)
Inexpensive and durable.
The new control system was
designed using fuzzy logic control based on power input. The fuzzy control is
robust because it tolerates imprecise or incomplete information and knowledge
and does not require exact information about the dynamics of a system and hence
avoids lengthy modeling process. Due to its robustness, the same system can be
implemented on different machines.
Power sensors are
in-expensive, non-intrusive and durable. The power sensor is separated from the
cutting process, and therefore it does not restrict workpiece size and does not
require additional setups. Since the power sensor is not exposed to the harsh
cutting conditions, the fluids, chips, potential overload and collision can not
cause any damage to the sensor.
Summary of cutting processes
|
· Fault detection
· Oil debris signature extraction
Major Funding
The activities of this research group are funded in part by:
· NSERC Research Tools and Instruments Grant
· Ontario Centers of Excellence Directed Collaborative Research Program
Collaborations
· National Research Council (Canada)